 01.39
01.39
 SRI LASMINI
SRI LASMINI

A.
Pengertian
Mesin Las

1. Mesin Las Listrik
Las busur
listrik atau pada umumnya disebut las listrik termasuk suatu proses
penyambungan logam dengan menggunakan tenaga listrik sebagai sumber panas. Jadi
surnber panas pada las listrik ditimbulkan oleh busur api arus listrik, antara elektroda
las dan benda kerja. Benda kerja merupakan bagian dari rangkaian aliran arus
listrik las. Elektroda mencair bersama-sama dengan benda kerja akibat dari
busur api arus listriik. Gerakan busur api diatur sedemikian rupa, sehingga
benda kerja dan elektroda yang mencair, setelah dingin dapat menjadi satu
bagian yang sukar dipisahkan.
Mesin las adalah alat yang digunakan untuk
menyambung logam. Pengelasan (wedding)
adalah tenik penyambungan logam dengan cara mencairkan sebagian logam induk dan
logam pengisi dengan atau tanpa penekanan dan menghasilkan sambungan yang
kontinyu. Lingkup
penggunaan teknik pengelasan dalam kontruksi sangat luas, meliputi perkapalan,
jembatan, rangka baja, bejana tekan, pipa pesat, pipa saluran dan sebagainya.
2. Mesin
Las Gas Oksi-Asetilin
Dalam
proses pengelasan gas, panas diperoleh dari hasil pembakaran gas dengan oksigen
sehingga menimbulkan nyala api dengan suhu yang dapat mencairkan logam dasar
dan logam pengisi. Pengelasan gas juga sering digunakan untuk proses pemotongan
logam. Gas yang lazim digunakan adalah gas alam, asetilen, dan hidrogen. Gas
yang paling sering dipakai adalah gas asetilen, sehingga pengelasan gas pada
umumnya diartikan sebagai pengelasan oksi-asetilen (oxyasetylene welding, OAW).
Las
Oksi asetilin adalah pengelasan yang dilaksanakan
dengan pencampuran
2 jenis gas sebagai pembentuk nyala api dan sebagai sumber panas. Dalam proses
las gas ini, gas yang digunakan adalah campuran dari gas Oksigen (O2) dan gas lain sebagai gas bahan bakar (fuel gas). Gas bahan bakar yang paling popular dan paling banyak digunakan dibengkel-bengkel adalah
gas Asetilen ( dari kata “acetylene”, dan memiliki rumus kimia C2H2 ). Gas ini memiliki beberapa kelebihan dibandingkan gas bahan bakar lain. Kelebihan yang dimiliki gas Asetilen antara lain, menghasilkan temperature nyala api lebih
tinggi dari gas bahan bakar lainya, baik bila dicampur dengan udara ataupun Oksigen.
B.
Klasifikasi
Cara Pengelasan dan Pemotongan
Sampai
pada waktu ini banyak sekali cara-cara pengklasifikasian yang digunakan dalam
bidang las, ini disebabkan karena perlu adanya kesepakatan dalam hal-hal
tersebut. Secara konvensional cara-cara pengklasifikasi tersebut vpada waktu
ini dapat dibagi dua golongan, yaitu klasifikasi berdasarkan kerja dan
klasifikasi berdasarkan energi yang digunakan.
Klasifikasi
pertama membagi las dalam kelompok las cair, las tekan, las patri dan
lain-lainnya. Sedangkan klasifikasi yang kedua membedakan adanya
kelompok-kelompok seperti las listrik, las kimia, las mekanik dan seterusnya.
Berdasrkan
klasifikasi ini pengelasan dapat dibagi dalam tiga kelas utama yaitu :
pengelasan cair, pengelasan tekan dan pematrian.
- Pengelasan cair adalah cara
pengelasan dimana sambungan dipanaskan sampai mencair dengan sumber panas
dari busur listrik atau sumber api gas yang terbakar.
- Pengelasan tekan adalah pcara
pengelasan dimana sambungan dipanaskan dan kemudian ditekan hingga menjadi
satu.
- Pematrian
adalah cara pengelasan diman sambungan diikat dan disatukan denngan
menggunakan paduan logam yang mempunyai titik cair rendah. Dalam hal ini
logam induk tidak turut mencair.
Cara yang banyak digunakan dalam
pengelasan adalah pemotongan dengan gas oksigen dan pemotongan dengan busur
listrik. Dibawah ini klasifikasi dari cara pengelasan :
a)
Pengelasan
cair
- Las gas
- Las listrik terak
- Las listrik gas
- Las listrik termis
- Las listrik elektron
- Las busur plasma
b)
Pengelasan
tekan
- Las resistensi listrik
- Las titik
- Las penampang
- Las busur tekan
- Las tekan
- Las tumpul tekan
- Las tekan gas
- Las tempa
- Las gesek
- Las ledakan
- Las induksi
- ü Las ultrasonic
c)
Las busur
- Elektroda terumpan
- Las busur gas
- Las m16
- Las busur CO2
d)
Las
busur gas dan fluks
- Las busur CO2 dengan elektroda berisi fluks
- Las busur fluks
- Las elektroda berisi fluks
- Las busur fluks
- Las elektroda tertutup
- Las busur dengan elektroda berisi fluks
- Las busur terendam
- Las busur tanpa pelindung
- Elektroda tanpa terumpan
- Las TIG atau las wolfram gas
C.
Klasifikasi
Mesin Las
1. Berdasarkan
Panas Listrik
- SMAW (Shield Metal Arch Welding) adalah las busur nyala api listrik terlindung dengan mempergunagakan busur nyala listrik sebagai sumber panas pencair logam. Jenis ini paling banyak dipakai dimana–mana untuk hampir semua keperluan pekerjaan pengelasaan. Tegangan yang dipakai hanya 23 sampai dengan 45 Volt AC atau DC, sedangkan untuk pencairan pengelasan dibutuhkan arus hingga 500 Ampere. Namun secara umum yang dipakai berkisar 80 – 200 Ampere.
- SAW (Submerged Arch Welding) adalah las busur terbenam atau pengelasan dengan busur nyala api listrik. Untuk mecegah oksidasi cairan metal induk dan material tambahan, dipergunakan butiran–butiran fluks / slag sehingga bususr nyala terpendam di dalam ukuran–ukuran fluks tersebut
- ESW (Electro Slag Welding) adalah pengelasan busur terhenti, pengelasan sejenis SAW namun bedanya pada jenis ESW busurnya nyala mencairkan fluks, busur terhenti dan proses pencairan fluk berjalan terus dam menjadi bahan pengantar arus listrik (konduktif). Sehingga elektroda terhubungkan dengan benda yang dilas melalui konduktor tersebut. Panas yang dihasilkan dari tahanan terhadap arus listrik melalui cairan fluk / slag cukup tinggi untuk mencairkan bahan tambahan las dan bahan induk yang dilas tempraturnya mencapai 3500° F atau setara dengan 1925° C
- SW (Stud Welding) adalah las baut pondasi, gunanya untuk menyambung bagian satu konstruksi baja dengan bagian yang terdapat di dalam beton (baut angker) atau “ Shear Connector “
- ERW (Electric Resistant Welding) adalah las tahanan listrik yaitu dengan tahanan yang besar panas yang dihasilkan oleh aliran listrik menjadi semakin tinggi sehingga mencairkan logam yang akan dilas. Contohnya adalah pada pembuatan pipa ERW, pengelasan plat–plat dinding pesawat, atau pada pagar kawat
- EBW (Electron Beam Welding) adalah las dengan proses pemboman elektron, suatu pengelasan uang pencairannya disebabkan oleh panas yang dihasilkan dari suatu berkas loncatan elektron yang dimamapatkan dan diarahkan pada benda yang akan dilas. Penelasan ini dilaksanakan di dalam ruang hampa, sehingga menghapus kemungkinan terjadinya oksidasi atau kontaminasi
2.
Berdasarkan Panas Listrik dan Gas
- GMAW (Gas Metal Arch Welding) terdiri dari ; MIG (Metal Active Gas) dan MAG (Metal Inert Gas) adalah pengelasan dengan gas nyala yang dihasilkan berasal dari busur nyala listrik, yang dipakai sebagai pencair metal yang di–las dan metal penambah. Sebagai pelindung oksidasi dipakai gas pelindung yang berupa gas kekal (inert) atau CO2. MIG digunakan untuk mengelas besi atau baja, sedangkan gas pelindungnya adalah mengunakan Karbon dioxida CO2. TIG digunakan untuk mengelas logam non besi dan gas pelindungnya menggunakan Helium (He) dan/atau Argon (Ar)
- GTAW (Gas Tungsten Arch Welding) atau TIG (Tungsten Inert Gas) adalah pengelasn dengan memakai busur nyala dengan tungsten/elektroda yang terbuat dari wolfram, sedangkan bahan penambahnyyadigunakan bahan yang sama atau sejenis dengan material induknya. Untuk mencegah oksidasi, dipakai gas kekal (inert) 99 % Argon (Ar) murni
- FCAW (Flux Cored Arch Welding) pada hakikatnya hampir sama dengan proses pengelasan GMAW. Gas pelindungnya juga sama-sama menggunakan Karbon dioxida CO2. Biasanya, pada mesin las FCAW ditambah robot yang bertugas untuk menjalankan pengelasan biasa disebut dengan super anemo
- PAW (Plasma Arch Welding) adalah las listrik dengan plasma yang sejenis dengan GTAW hanya pada proses ini gas pelindung menggunakan bahan campuran antara Argon (Ar), Nitrogen (N) dan Hidrogen (H) yang lazim disebut dengan plasma. Plasma adalah gas yang luminous dengan derajat pengantar arus dan kapasitas termis / panas yang tinggi dapat menampung tempratur diatas 5000°C
3.
Berdasarkan Panas Yang Dihasilkan
Campuran Gas
OAW (Oxigen Acetylene Welding)
adalah sejenis dengan las karbid / las otogen. Panas yang didapat dari hasil
pembakaran gas acetylene (C2H2) dengan zat asam atau Oksigen (O2). Ada juga
yang sejenis las ini dan memakai gas propane (C3H8) sebagai ganti acetylene.
Ada pula yang memakai bahan pemanas yang terdiri dari campuran gas hidrogen (H)
dan zat asam (O2) yang disebit OHW (Oxy Hidrogen Welding)
4.
Berdasarkan Ledakan dan reaksi
isotermis
EXW (Explosion Welding) adalah las yang sumber panasnya didapatkan dengan meledakkan amunisi yang dipasang pada suatu mold/cetakan pada bagian tersebut dan mengisi cetakan yang tersedia. Cara ini sangat praktis untuk menyambung kawat baja / wire rope, slenk. Cara pelaksanaannya adalah ujung-ujung tambang kawat dimasukkan ke dalam mold yang telah terisi amunisi selanjutnya serbuk ledak tersebut dinyalakan dengan pemantik api, maka terjadilah reaksi kimia eksotermis yang sangat cepat sehingga menghasilkan suhu yang sangat tinggi sehingga terjadilah ledakan. Ledakan tersebut mencairkan kedua ujung kawat baja yang terdapat didalam mold tadi, sehingga cairan metal terpadu dan mengisi ruangan yang tersedia didalam mold.
EXW (Explosion Welding) adalah las yang sumber panasnya didapatkan dengan meledakkan amunisi yang dipasang pada suatu mold/cetakan pada bagian tersebut dan mengisi cetakan yang tersedia. Cara ini sangat praktis untuk menyambung kawat baja / wire rope, slenk. Cara pelaksanaannya adalah ujung-ujung tambang kawat dimasukkan ke dalam mold yang telah terisi amunisi selanjutnya serbuk ledak tersebut dinyalakan dengan pemantik api, maka terjadilah reaksi kimia eksotermis yang sangat cepat sehingga menghasilkan suhu yang sangat tinggi sehingga terjadilah ledakan. Ledakan tersebut mencairkan kedua ujung kawat baja yang terdapat didalam mold tadi, sehingga cairan metal terpadu dan mengisi ruangan yang tersedia didalam mold.
D.
Jenis
– Jenis Mesin Las Listrik
Jenis – jenis mesin las
berdasarkan panas listrik adalah sebagai berikut :
1. Las listrik dengan Elektroda Karbon
a.
Las
listrik dengan elektroda karbon tunggal
b.
Las
listrik dengan elektroda karbon ganda

Pada
las listrik dengan elektroda karbon, maka busur listrik yang terjadi diantara
ujung elektroda karbon dan logam atau diantara dua ujung elektroda karbon akan
memanaskan dan mencairkan logam yang akan dilas.
1. Las
listrik dengan elektroda logam
1.1. SMAW
(Shield Metal Arch Welding)
Las busur nyala api listrik terlindung dengan mempergunaakan
busur nyala listrik sebagai sumber panas pencair logam. Jenis ini paling banyak
dipakai dimana–mana untuk hampir semua keperluan pekerjaan pengelasaan.
Tegangan yang dipakai hanya 23 sampai dengan 45 Volt AC atau DC, sedangkan
untuk pencairan pengelasan dibutuhkan arus hingga 500 Ampere. Namun secara umum
yang dipakai berkisar 80 – 200 Ampere.
Untuk arus AC
(Alternating Current), pada voltage drop panjang kabel tidak banyak
pengaruhnya, kurang cocok untuk arus yang lemah, tidak semua jenis elektroda
dapat dipakai, arc starting lebih sulit terutama untuk diameter elektrode
kecil, pole tidak dapat dipertukarkan, arc bow bukan merupakan masalah.
Sedangkan pada
arus DC (Direct Current), voltage drop sensitif terhadap panjang kabel sependek
mungkin, dapat dipakai untuk arus kecil dengan diameter electroda kecil, semua
jenis elektrode dapat dipakai, arc starting lebih mudah terutama untuk arus
kecil, pole dapat dipertukarkan, arc bow sensitif pada bagian ujung, sudut atau
bagian yang banyak lekukanya.

Pengkutuban Langsung

Pengkutuban Terbalik
1.SAW (Submerged Arch Welding)
1.SAW (Submerged Arch Welding)
Las busur terbenam atau pengelasan dengan busur nyala api
listrik. Untuk mecegah oksidasi cairan metal induk dan material tambahan,
dipergunakan butiran–butiran fluks / slag sehingga bususr nyala terpendam di
dalam ukuran–ukuran fluks tersebut. Las Busur terpendam
banyak digunakan untuk penyambungan tabung-tabung gas, pipa besar, dan
penyambungan benda-benda yang sama serta banyak. Pengelasan dilakukan secara
otomatis dan fluksnya berupa butiran. Satu unit mesin las SAW terdiri dari
sebuah travo, kontrol, elektroda gulungan, nosel, dan perlengkapan untuk
menaburkan fluks. Pengelasan dimulai dengan mengalirkan arus listrik pada
rangkaian listrik SAW. Elektroda berjalan dan menyentuh benda kerja. Loncatan
busur listrik dari elektroda ke benda kerja mencairkan keduanya. Pada saat
bersamaan butiran fluks ditaburkan agar deposit lasan yang terbentuk terlindung
dari udara luar.

2. TIG
(tungsten inert gas)
Las listrik TIG
merupakan pengelasn
dengan memakai busur nyala dengan tungsten/elektroda yang terbuat dari wolfram.
Busur listrik yang terjadi antara ujung elektroda wolfrm dan bahan dasar adalah
merupakan sumber panas untuk pengelasa. Titik cair dari eletroda wolfram
sedemikan tingginya samapai 3410o sehingga tidak ikut mencair pada
saat terjadi busur listrik. Tangkai las dilengkapi dengan nosel keramik untuk
penyembur gas pelindung yang melindungi daerah las dari pengaruh luar pada saat
pengelasan. Sebagai bahan tambah dipakaielektroda tanpa selaput yang digerakkan
dan didekatkan ke buur listrik yang terjadi antara elektroda wolfram dengan
bahan dasar.

1.
Mesin
Las listrik arah searah (DC)
Mesin ini mengubah arus listrik
bolak-balik (AC) yang
masuk, menjadi
arus
listrik
searah
(DC) yang keluar. Keuntungan dari mesil las DC adalah
sebagai berikut :
a.
Busur
nyala stabil
b.
Dapat
menggunakan elektroda berselaput dan tidak berselaput
c.
Dapat
mengelas pelat tipis
d.
Dapat
dipakai untuk mengelas pada tempat lembab
2.
Mesin
las litrik arah bolak – balik (AC)
Mesin ini memerlukan sumber arus
bolak -
balik
dengan tegangan yang lebih rendah pada lengkung listrik. Keuntungan dari mesin AC adalah:
a.
Busur nyala kecil, sehingga memperkecil kemungkinan
timbulnya keropos pada rigi – rigi las
b.
Perlengkapan dan perawatan lebih mudah
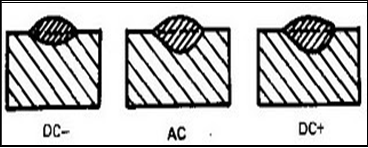
B. Pengkutuban Elektroda
1.
Pengkutuban
Langsung
Pada pengkutuban langsung, kabel elektroda dipasang pada terminal negatif dan . kabel
massa
pada
terminal
positif.
(DC-)

2. Pengkutuban
Terbalik
Pengaruh pengkutuban pada hasil las
adalah pada penembusan lasnya
A. Perlengkapan Las Listrik
1.
Kabel
las
Kabel las biasanya dibuat dari
tembaga yang dipilin dan dibungkus dengan karet isolasi. Yang disebut kabel las
ada tiga macam, yaitu :
a. Kabel elektroda , yaitu kabel yang
menghubungkan pesawat las dengan elektroda.
b. Kabel masa, yaitu yang menghubungkan
pesawat las dengan benda kerja.
c. Kabel tenaga, yaitu kabel yang
menghubungkan sumber tenaga atau jaringan lisrtik dengan pesawat las.
2. Pemegang elektroda
Ujung yang berselaput dari elektroda dijepit dengan pemegang elektroda. Ini terdiri dari mulut penjepit dan pemegang yang dibungkus oleh bahan penyekat (biasanya dari embonit).
Ujung yang berselaput dari elektroda dijepit dengan pemegang elektroda. Ini terdiri dari mulut penjepit dan pemegang yang dibungkus oleh bahan penyekat (biasanya dari embonit).
3.Palu Las
Palu ini digunakan untuk melepaskan dan mngeluarkan terak las
pada jalur las dengan jalan memukulkan atau menggoreskan pada daerah las.
Gunakanlah kaca mata pada waktu poembersihan terak, sebeb dapat memercikan pada
mata.
4. Sikat Kawat
Sikat kawat digunakan untuk :
a.
Membersihkan
benda kerja yang akan dilas,
b.
Membersihkan
terak las yang sudah dilepas dari jalur las oleh pukulan palu las
5. Klem massa
alat untuk menghubungkan kabel masa ke benda kerja. Terbuat
dari bahan yang menghantar dengan baik (tembaga). Klem masa dilengkapi dengan
pegas yang kuat, yang dapat menjepit benda kerja dengan baik. Tempat yang
dijepit harus bersih dari kotoran (karet, cat, minyak dan sebagainya).
Digunakan untuk memegang atau memindahkan benda kerja yang
masih panas sehabis pengelasan.
Sumber :
Anonim.
2012. Pengertian Mesin Las. http://fikrimiftahidayat3m2.blogspot.com 2012/
01/pengertian-mesin-las.html diakses pada tanggal
20 November.
Anton,
Andri ; Arafic ; dkk. Makalah Listrik dan
Gas. Jakarta.











2 komentar:
www.pengetahuanumum-pengetahuan.blogspot.com
gabung yuk , banyak materi tentang edukasi disana dan masih banyak lagi tentang info lainnya :)
Postingan yang sangat membantu dan bermanfaat sekali.
Apabila ada yang membutuhkan peralatan welding ataupun peralatan lainnya silahkan kunjungi toko kami https://www.tokopedia.com/adarabc/
Terimakasih
Posting Komentar